物流倉庫に求められる
コンクリート床の品質
ひび割れを抑制した、耐久性が高く、平滑なコンクリート床。
明るく清潔な印象を与える、光沢のあるコンクリート床。
近年急速に増え続けている物流倉庫の床は、絶えず搬送車などの重機も稼働し、長期の耐久性と美観の維持が求められています。
川村工業では、安全と品質の確保をしながら、労働生産性を高め、高品質・低コストを実現させるご提案が可能です。
物流倉庫コンクリート床の
高品質・低コストをいかに実現するか
「一括施工」

②自社研修所で直用社員の多能工教育
③責任の所在が明確になる
「機械化」

②一社施工により同一機種の機械を導入
土間コンクリート仕上げの
一括施工とは
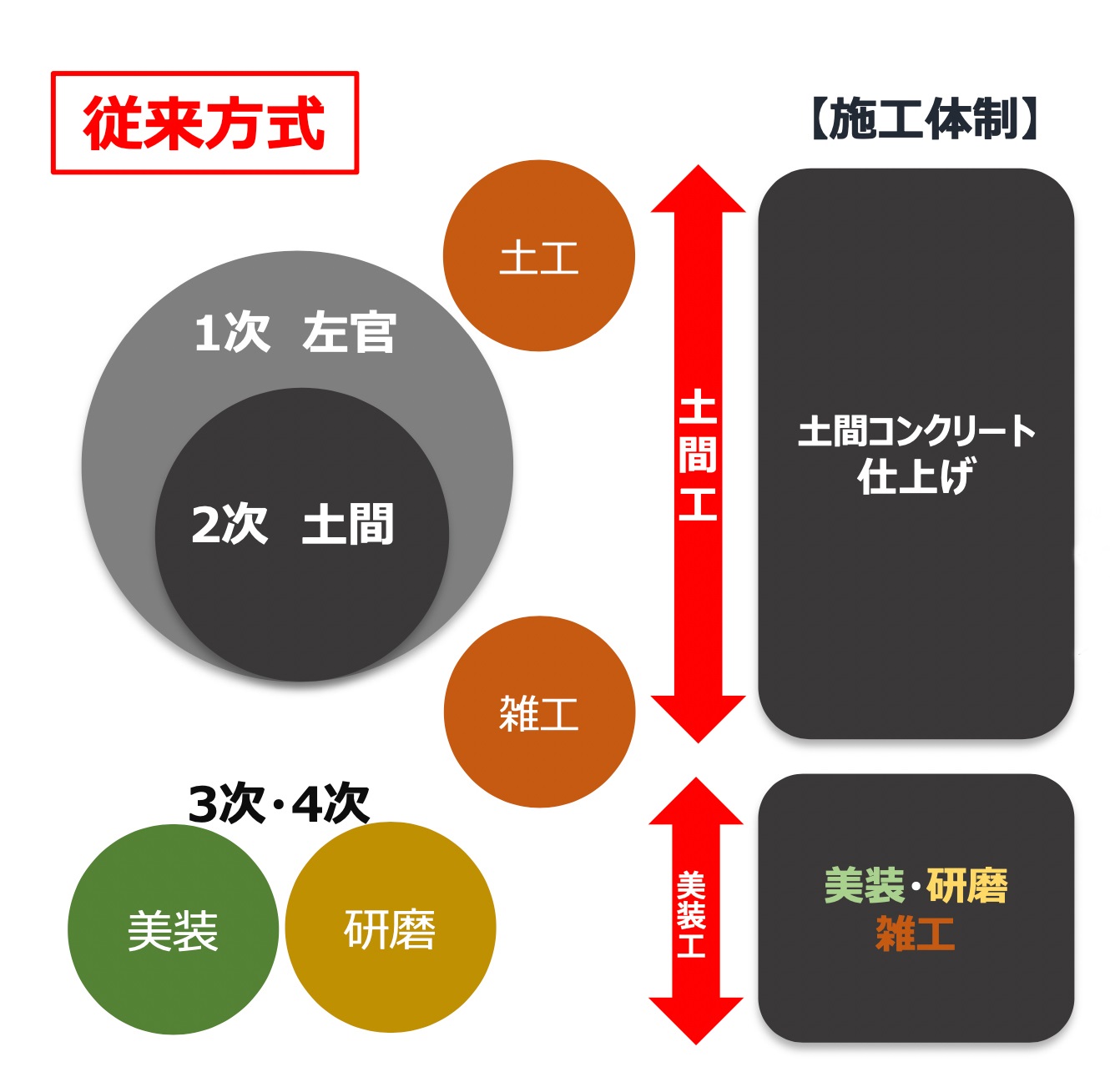
従来の方式「分離発注」の課題
(施工会社の立場から)
従来の分離発注
分業が進んできた建設業では、土間工事においても元請会社からの発注先が多岐に及んでいました。
工程ごとに細分化され、それぞれ異なる施工会社が入り、コストが嵩む要因の一つとなっています。
また、施工会社が多くなればなるほど、管理の負担も大きく、現場管理者は常に逼迫した状態となります。
上位会社が土間工事を熟知していなければ、最適な機械の選定、必要な台数の提案は困難であり、その点、弊社は選びぬいた「最新施工機械を多数自社で保有」し、「自社直用職人」で高品質な施工を提供しています。
分離発注による課題
-
現場管理者の業務増
屋外での作業は天候に左右され、工程が変更になりやすく、現場管理者はその都度、多数の業者へ連絡が必要です。
情報伝達にヒューマンエラーが起きやすく、業務負荷だけでなく無駄なコストにも繋がってしまいます。 -
打設後の瑕疵、責任の所在
分離発注は施工責任の所在が不透明になりやすく、以下のような課題が残ります。
・生コンの配合や混和剤などが各社で異なり、硬化に時間差が生じる
・交通渋滞などミキサー車の到着遅れにより打ち重ね間隔が調整しにくい
・気候による生コンの流動性の管理
・土間工・雑工の適正な配置と品質維持 -
高コスト
大手ゼネコン一次会社の左官会社、90%以上が、土間施工は二次会社へ丸投げしている状態です。
一次会社が土間工事を熟知していない場合、コストが上がるだけでなく、最適な機械の選定、必要な台数の提案は困難で、施工の品質に影響をきたします。 -
過重労働
夏場の熱中症・冬場の長時間に及ぶ打設など、作業者への負担。
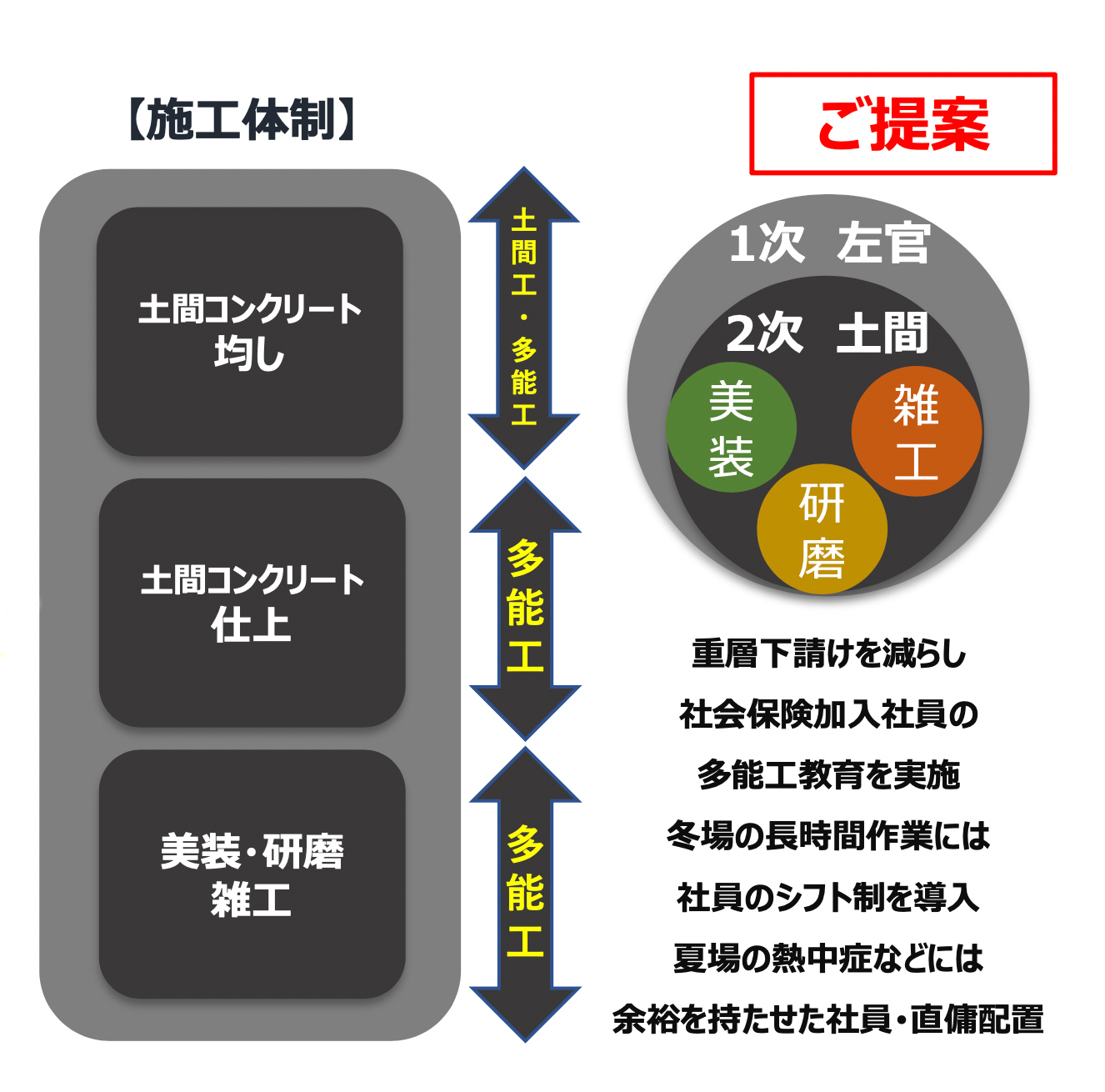
施工会社が提案する「一括発注」
一括発注とは
土間コンクリートの均しから、引き渡しまでを一括で請け負うことで、品質を一社で管理しながらコストの大幅な削減を実現します。
施工するのは社会保険に加入した「自社の直用職人」です。
使用する機材も自社保有、左官職人も直用工で、土間工事について熟知しています。だからこそ、最も適切で効率的な施工提案ができるのです。
さらに、自社開発の特許製品を用いた、NETIS登録「KL工法」もご提案可能です。
一括発注によるメリット
-
現場管理者の省人・省力化
携わる施工会社の数を減らすことで、コミュニケーションコスト、事務管理コストを大幅に削減可能です。
-
責任の所在を明確に高品質で提供できる
一社での管理によって、高品質を保持することができます。
・自社研修施設で育成した多能工を配置
・自社保有機械で、機種及び性能の統一化
・施工手順の統一 -
コスト削減(中間マージン等)
自社保有機械、自社直用職人で、土間工事の均しから仕上げ、雑工事、引き渡しまでを一括施工。
-
過重労働の是正
重層な下請け構造を減らし、社会保険に加入した多能工の直用職人が対応。
冬場の長時間作業には、社員のシフト制を導入。
夏場の熱中症対策には余裕を持たせた人員配置で体力負荷を軽減します。 -


工程ごとの最適な機械の導入
土間コンクリート均し

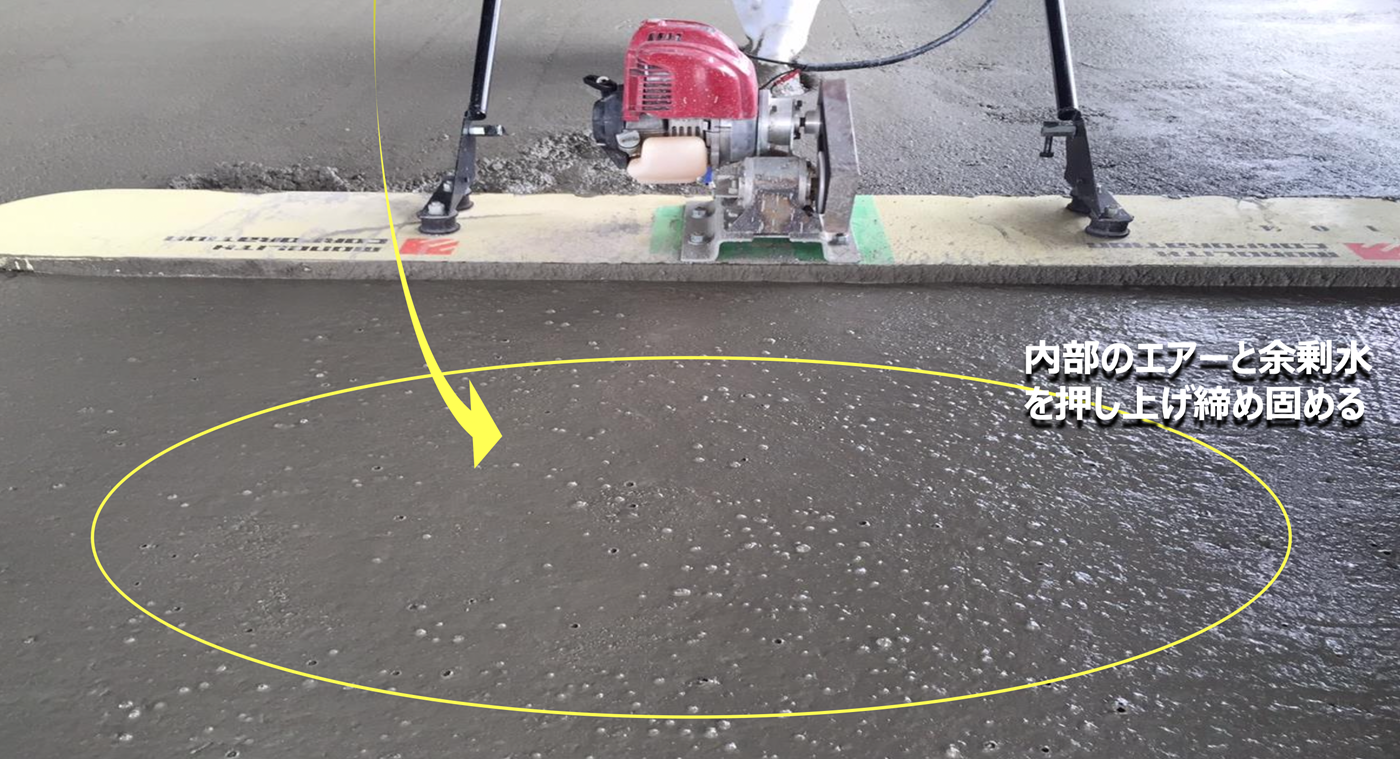
サーファー(再振動締固め)
- ▪沈降クラックの抑制対策
- ▪人力によるタッピングよりも効率が良い
- ▪ダンパーではできないレベル精度を保持しながらの再振動締固め
土間コンクリート仕上げ

メクレーン(再振動機能付き液体散布機)
- ▪サーファー作業後、更に締固めることによって空隙やエアーの除去ができ、研磨・ポリッシングに最適な密度の高い土間の下地を実現
- ▪特に夏場のコンクリート仕上げにおける、急乾燥急硬化で生じる表面剥離や、クラックを抑制
- ▪従来のジョウロでの液体散布による品質ムラを解消
- ▪転圧を掛けながら様々な液体をムラなく散布することが可能

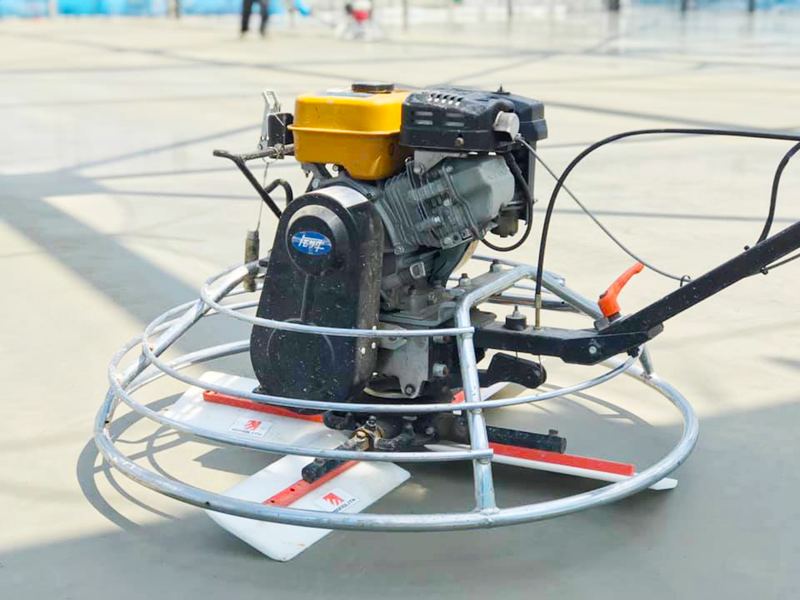
低重心型騎乗式トロウェル
(最軽量型・中型)
- ▪低重心型で床面への目視がより近く、バランスのよい安定性
- ▪ハンドトロウェルに比べ、一度に2枚の円盤を使用し、円盤掛けの幅が2倍になり、効率良く不陸を調整
- ▪円盤掛け作業を丁寧に行うことで表層部が緻密になる

ハンドトロウェル+プラスチック鏝
(※特許取得)
- ▪コンクリート床仕上げの表面剥離を軽減
- ▪数百のプラスチック材質の中から厳選した素材を使用
- ▪従来の金鏝では、機械の回転による熱で黒く焼き付いてしまうが、プラ鏝で焼き付きを防ぎ、表面強度を向上
なぜプラスチック鏝を
使用するのか
- ▪プラスチック特有のしなりで、エアーを効率的に除去することが可能
- ▪表面剥離を軽減させ、品質の安定が図れる
美装工事

3輪スクーター式モップ掛け機
- ▪バッテリー駆動で排気ガスを出さない
- ▪1300㎡/1時間を清掃
- ▪広い床面のモップ掛け作業に威力を発揮
- ▪表面強化剤も、「散布」と「塗布」では、品質に大きな違いが出る。モップ掛け機を使用することでムラなく塗布できる。

搭乗式自動床洗浄機
- ▪最大接地圧110kgの高性能床洗浄機
- (一般的な床洗浄機は接地圧30~40kg)
- ▪楽な姿勢で作業でき、作業者の負荷を軽減
NETIS登録技術「KL工法」
NETIS registration technology "KL method"
KL工法とは
機械式特殊プラスチック鏝を用いた、コンクリート床打設面の仕上げ工法。
特殊プラスチック鏝「モノリスプラ鏝(特許製品)」を取り付けた機械でコンクリート表層部を加圧します。
コンクリート表面を焼き付かせることなく十分に加圧できるため、コンクリート表層部が緊密となり光沢が出るとともに、表面強度及び防水性が向上します。

KL⼯法と従来の金鏝仕上げの比較
さらに、従来の金鏝では、機械の回転による熱でコンクリート床表面が、黒く焼き付いてしまっていた。
コンクリート表層部が緊密となり光沢が出るとともに、表面強度及び防水性が向上する。
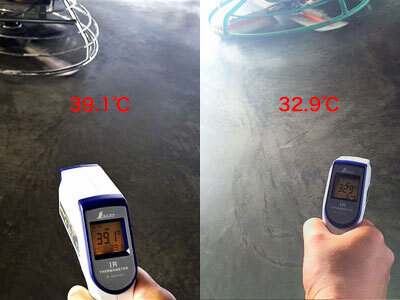
金鏝、プラ鏝の表面温度の違い
写真左が、金鏝仕上げによる表面温度「39.1℃」
写真右が、特殊プラスチック鏝仕上げによる表面温度「32.9℃」
参考文献
クリックするとPDFが開きます。